I. Ringkesan
Kanthi pangembangan logistik kimia lan energi internasional kanthi cepet, tangki lan wadhah panyimpenan stainless steel digunakake akeh ing transportasi lan panyimpenan bahan kimia, panganan lan minuman, energi lan bahan liyane.Amarga kateguhan suhu sing kurang banget lan tahan karat sing apik, baja tahan karat austenitik digunakake akeh ing pambangunan tangki panyimpenan cryogenic, peralatan lan struktur cryogenic gedhe.

tank panyimpenan cryogenic
2. Brief introduksi saka -196 ℃ impact suhu kurang welding consumables stainless steel
| Babagan | jeneng | Model | Standar | Tetembungane | |
| GB/YB | AWS | ||||
| Elektroda | GES-308LT | A002 | E308L-16 | E308L-16 | -196 ℃≥31J |
| Kawat fluks | GFS-308LT | - | TS 308L-F C11 | E308LT1-1 | -196 ℃≥34J |
| Kawat padat | GTS-308LT (TIG) | - | H022Cr21Ni10 | ER308L | -196 ℃≥34J |
| GMS-308LT (MIG) | - | H022Cr21Ni10 | ER308L | -196 ℃≥34J | |
| SAW | GWS-308/ GXS-300 | - | S F308L FB-S308L | ER308L | -196 ℃≥34J |
3. Elektroda kita GES-308LT (E308L-16)
Kanggo nyukupi kabutuhan pasar, perusahaan kita wis ngembangake macem-macem suhu ultra-rendah, elektroda baja tahan karat austenitik ketangguhan dhuwur, komposisi kimia logam sing disimpen (kaya sing ditampilake ing Tabel 1) lan sifat mekanik sing stabil (kaya sing ditampilake ing Tabel 1). 2), lan wis banget kabeh-posisi proses welding Performance, lan banget kurang suhu impact kateguhan, impact saka jumlah ferrite ing Nilai impact (Tabel 3).
1.Komposisi kimia saka logam setor
| E308L-16 | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | N | Fn |
| NB (%) | 0.04 | 0.5-2.5 | 1.0 | 0.030 | 0.020 | 9.0-12.0 | 18.0-21.0 | 0.75 | 0.75 | - | - |
| Sampel1 | 0,022 | 1.57 | 0.62 | 0.015 | 0.006 | 10.25 | 19.23 | 0.020 | 0,027 | 0.046 | 6.5 |
| Sampel2 | 0.037 | 2.15 | 0.46 | 0.018 | 0.005 | 10.44 | 19.19 | 0.013 | 0,025 | 0.45 | 3.8 |
| Sampel3 | 0.032 | 1.37 | 0.49 | 0.017 | 0.007 | 11.79 | 18.66 | 0,021 | 0,027 | 0.048 | 0.6 |
Tabel 1
2.Sipat mekanik saka logam setor
| E308L-16 | ngasilaken MPa | Tarik MPa | Elongation % | -196℃impact J/℃ | GB / T4334-2020 E Intergranular karat | Rpemeriksaan adiografi | Tetembungane | |
| Nilai tunggal | Nilai rata-rata | |||||||
| NB | - | 510 | 30 | - | - | - | I | - |
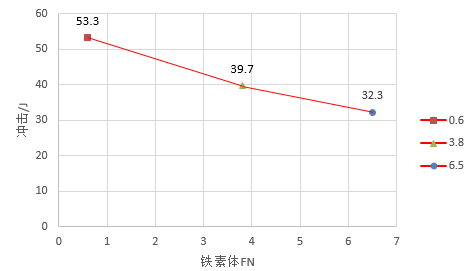
| Sampel1 | 451 | 576 | 42 | 32/32/33 | 32.3 | mumpuni | I | - |
| Sampel2 | 436 | 563 | 44 | 39/41/39 | 39.7 | mumpuni | I | - |
| Sampel3 | 412 | 529 | 44.5 | 52/53/55 | 53.3 | mumpuni | I | - |
Tabel 2
3.Efek saka jumlah setor logam ferrite ing impact
4. Tampilan proses welding (φ3.2mm)


Welding tegak sadurunge lan sawise mbusak slag (DC+)


Welding pipa sadurunge lan sawise mbusak slag (DC+)
4. Pancegahan kanggo welding vertikal
1. Welding saiki kurang kudu digunakake;
2. Tansah busur minangka kurang sabisa;
3. Nalika busar swings kanggo loro-lorone saka alur, mungkasi kanggo nalika, lan jembaré swing kontrol ing 3 kaping diameteripun elektroda.
5. Pipeline gambar aplikasi welding consumables

Kanggo -196 ℃ impact-suhu kurang welding consumables stainless steel, sawise taun riset lan pangembangan consumables welding, kita wis duwe cocog ndhukung consumables welding kanggo welding rod, intine ngalangi, intine flux lan busur submerged, lan wis dikembangaké elektroda terus busur. welding consumables kanggo welding kabeh-posisi, lan wis akeh prestasi aplikasi engineering, welcome pelanggan kanggo takon lan milih!
Wektu kirim: Dec-16-2022