Pengembangan baja tahan panas feritik
Tambah Cr-1.25Cr dadi 12Cr
Tambah V, Nb, Mo, W, Co, lsp.
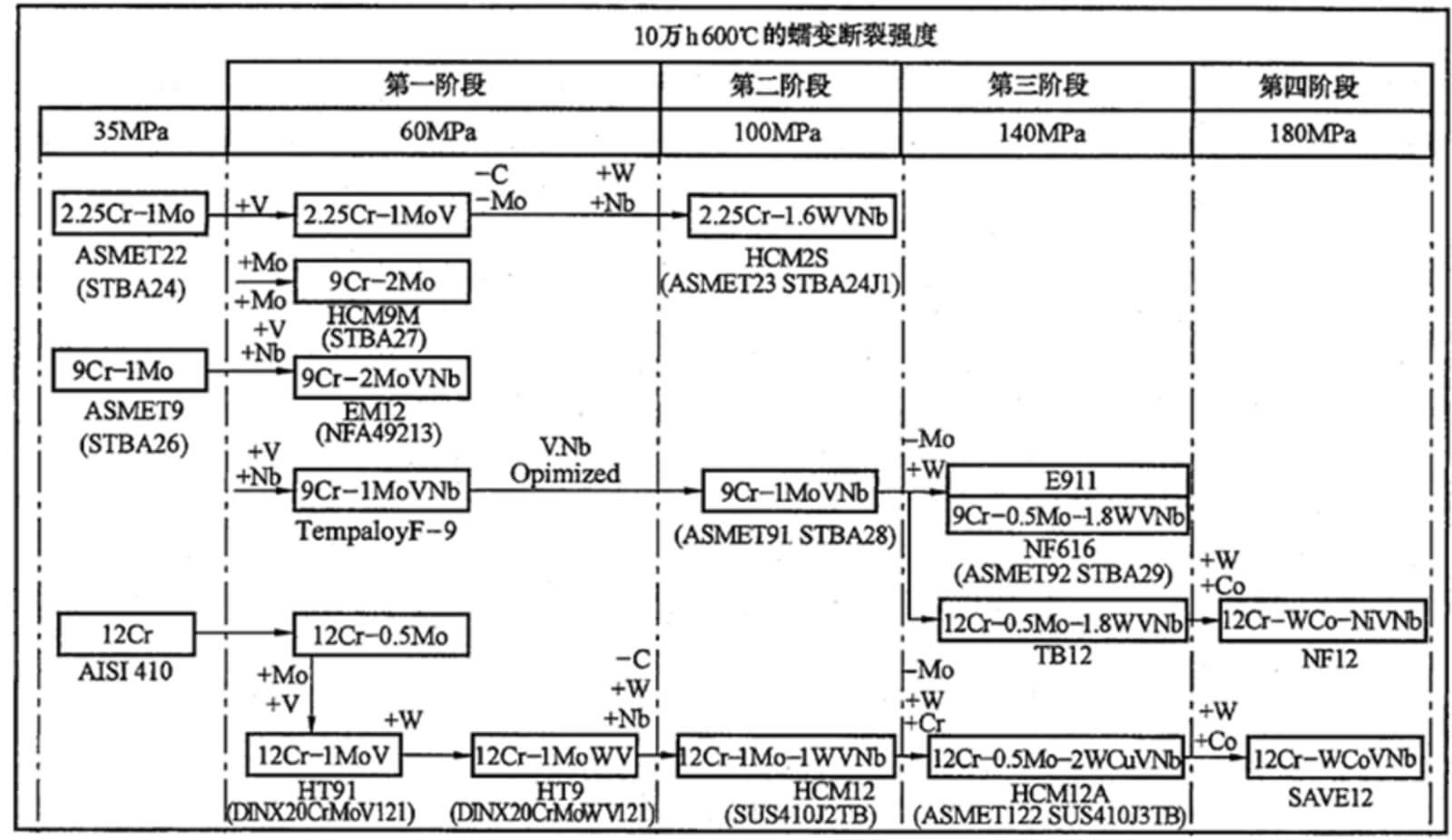
Tren pengembangan baja tahan panas feritik
Cathetan:
Miturut praktik internasional, baja tahan panas sing diarani pearlite, bainit, lan martensit ing boiler lan pipa pipa diarani minangka "baja tahan panas feritik".
Kanthi imbuhan struktur energi negaraku lan optimalisasi konstruksi sumber daya, efisiensi dhuwur, resik, lan ramah lingkungan, kapasitas gedhe lan unit parameter dhuwur wis dadi dominan. Kanthi nambah paramèter uap (tekanan lan suhu), bisa kanthi efektif ningkatake efisiensi termal unit, nyuda konsumsi batu bara, lan nyuda emisi CO2. Saiki, cara utama kanggo nambah efisiensi unit daya termal yaiku nambah parameter uap lan ngembangake unit superkritis (SC) lan ultra-superkritis (USC). Saiki, ana luwih saka 100 yuta kilowatt ultra-supercritical (USC) unit sing dioperasikake ing negaraku, peringkat pertama ing donya ing jumlah lan kapasitas total.
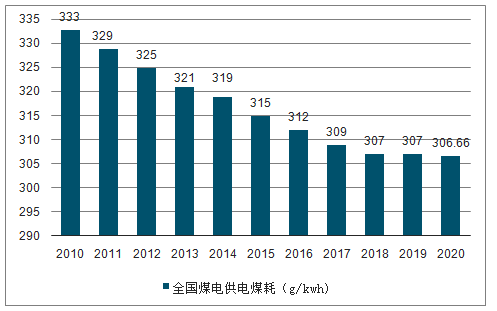
Statistik lan Prakiraan Konsumsi Batubara Pasokan Listrik Batubara ing China saka 2010 nganti 2020
2. Utama Chromium Molybdenum Steel Welding Rod Products
Tabel 2 Tampilan kinerja elektroda baja tahan panas perlitic wakil
| Item | Bahan utama | Panas ℃ * H | Perilaku mekanik | ||||
| ngasilaken Mpa | Tarik Mpa | Ngluwihi % | Kejut J/℃ | ||||
| GER-107 | 0,5% Mo | 620*1 | 477 | 570 | 24.0 | 152/0 | - |
| GER-207 | 0,5% Cr-0,5% Mo | 690*1 | 490 | 590 | 23.0 | 143/0 | - |
| GER-307 | 1,25% Cr-0,5% Mo | 690*1 | 490 | 590 | 23.0 | 146/0 | - |
| GER-317 | 1,25% Cr-0,5% Mo-V | 730*2 | 541 | 635 | 22.5 | 166/0 | - |
| GER-407 | 2,25%Cr-1%Mo | 690*1 | 586 | 682 | 21.0 | 142/0 | - |
| GER-417 | 2,25%Cr-1%Mo-V | 720*8 | 556 | 657 | 21.0 | 145/-18 | 120/-30 |
| GER-507 | 5%Cr-0,5%Mo | 740*1 | 490 | 605 | 23.0 | 124/0 | - |
Cathetan:
1. Perusahaan kita wis ngembangake EXXXX-15, EXXXX-16, EXXXX-18 lan seri slag lapisan liyane kanggo elektroda kelas sing padha kanggo nyukupi panjaluk pasar sing beda. Ing ndhuwur mung nuduhake kinerja EXXXX-15 elektroda.
3.2 Dhaptar elektroda baja tahan panas subkritis lan super (ultra) kritis
| ITEM | STANDAR | Karakter Utama |
| GER-707 | AWS A5.5 E8015-B8 GB/T 5118 E6215-9C1M | Kawat inti baja karbon 9% Cr-1% Mo, komposisi campuran utama ditransfer saka lapisan, cocok kanggo unit subcritical daya termal, welding baja A213-T9, A335-P9 (ekonomis lan ditrapake, workmanship apik) |
| GER-91 Tipe inti | AWS A5.5 E9015-B91 GB/T 5118 E6215-9C1MV | 9% Cr-1% Mo-Nb-vn Cocog kanggo unit kritis daya termal, welding baja T / P 91, komposisi paduan utama ditransfer saka inti welding, mikrostruktur suhu dhuwur lan stabilitas kinerja |
| GER-91M inti kulit obat | 9% Cr-1% Mo-Nb-VN Cocog kanggo unit kritis daya termal, welding baja T / P 91, komposisi paduan utama ditransfer saka inti welding, mikrostruktur suhu dhuwur lan stabilitas kinerja | |
| GER-92 Tipe inti | AWS A5.5 E9015-B92 | 9%Cr-0.5%Mo-WV-Nb-N Cocog kanggo unit superkritis daya termal, welding baja T / P 92, komposisi campuran utama ditransisi saka kabel inti, struktur mikro suhu dhuwur lan stabilitas kinerja |
| GER-93 | Standar kita | 9% Cr-3% W-3% Co-Cu-V-Nb-B Iku cocok kanggo welding baja G115 supercritical dhuwur majeng kanggo generasi daya termal. Wis struktur apik lan stabilitas kinerja ing suhu dhuwur. Kekuwatan awet 1,5 kaping baja P92, lan resistance kanggo oksidasi uap suhu dhuwur lan korosi luwih apik tinimbang baja P92. |
tampilan kinerja elektroda
| Item | Bahan utama | Panas ℃ * H | Perilaku mekanik | |||
| ngasilaken Mpa | Tarik Mpa | Ngluwihi % | Kejut J | |||
| GER-707 | 9%Cr-1%Mo | 740*1 | 540 | 670 | 24.0 | 119.7 |
| GER-91 | 9%Cr-1%Mo-Nb-VN | 760*2 | 557 | 702 | 21.0 | 96.3 |
| GER-91M | 9%Cr-1%Mo-Nb-VN | 760*2 | 553 | 701 | 22.5 | 81.0 |
| GER-92 | 9%Cr-0.5%Mo-WV-Nb-N | 760*2 | 596 | 706 | 21.5 | 103.0 |
| GER-93 | 9%Cr-3%W-3%Co | 770*4 | 580 | 720 | 20.0 | 77.7 |
Cathetan:
1. GER-91M minangka transisi lapisan, yaiku, inti welding yaiku kabel inti baja karbon biasa, lan paduan utama ditransisi kanthi lapisan. Dibandhingake karo GER-91 (jinis transisi kabel inti), nduweni keuntungan ekonomi sing luwih apik lan super Produk utama welding rod kanggo daya termal superkritis.
3. Versi standar ASME 2015 mbutuhake elektroda E9015-B91 Mn + Ni≤1.4%, lan versi 2017 mbutuhake ≤1.2% kanggo logam dasar. (2021 versi paling anyar saka ASME terus nggunakake 2015 versi syarat komposisi ASME kanggo E9015-B91 / B92 elektroda). Kanggo nyukupi kabutuhan pasar, rod welding E9015-B91 lan E9015-B92 wis ngembangake rong jinis bahan welding sing cocog: Mn + Ni≤1.4% lan Mn + Ni≤1.2%. Amarga sing terakhir wis dikarepake pasar luwih, ndhuwur nuduhake 91/92 elektroda setor logam Mn + Ni≤1.2%.
4. Demonstrasi evaluasi proses kanggo elektroda ultra-superkritis
4.1 Kualifikasi proses sambungan las P91/92

6. Kaluwihan lan karakteristik elektroda baja tahan panas kanggo baja krom-molybdenum
1. Ana macem-macem lan macem-macem
●Komposisi kisaran saka 0,5% Mo kanggo 9% Cr-3% W-3% Co.
●Gunakake suhu saka 500 ℃ kanggo 650 ℃.
● Werna lapisan lan jinis lapisan sing beda (EXXXX-15, EXXXX-16, EXXXX-18) bisa ditrapake ing macem-macem kesempatan (jinis umum, jinis gaya busur sing kuat kanggo pipa konstruksi daya).
● Bisa ketemu syarat welding paling baja Cr-Mo.
2. Kinerja apik
Sifat mekanik sing apik, kinerja suhu sing apik (suhu dhuwur lan sifat penuaan suhu dhuwur).
3. Keahlian sing apik
Elektroda wis manufaktur banget ing kabeh posisi, pembakaran busur stabil, kaku apik lan pasukan ndamu, spatter cilik, fluidity apik, wangun weld ayu, lan aman slag gampang sawise welding.
4. Industri terkemuka
Kerjasama karo Suzhou Institute of Thermal Engineering, lan ngliwati review "T / P 91/92 Localization Appraisal Meeting" ing 2015, lan kerja sama karo unit daya domestik utama kayata Shenhua Guohua lan Institut Riset Umum Besi lan Baja kanggo ngembangake 650 ° C G115 baja ndhukung bahan lan pangolahan welding, lan nganakake sawetara rapat exchange consumables welding.
More information send to E-mail: export@welding-honest.com
Wektu kirim: Dec-27-2022