Besi tuang Elektroda Manual ENiFe-Cl Welding aksesoris







KOMPONEN KIMIA:
| ALLOY (wt%) | C | Mn | Si | Cr | Fe | Al | Cu | P | S |
| ATURAN GB/T | 2.00 | 2.50 | 4.00 | 45-60 | Margin | 1.00 | 2.50 | - | 0.03 |
| ATURAN AWS | 2.00 | 2.50 | 4.00 | 45-60 | Margin | 1.00 | 2.50 | - | 0.03 |
| NILAI CONTOH | 0.59 | 0.26 | 0.93 | 55.1 | 42.8 | 0.18 | 0.03 | 0,023 | 0.005 |
PROPERTI MEKANIKAL:
| PROPERTI | KEKUATAN PENGHASILAN (MPa) | KEKUATAN EXTENSION (MPa) | NILAI IMPAK J/℃ | ELONGASI(%) | ||||
| ATURAN GB/T | - | - | - | - | ||||
| ATURAN AWS | - | - | - | - | ||||
| NILAI CONTOH | - | - | - | - | ||||
PARAMETER WELDING REKOMENDASI:
| SPESIFIKASI DIAMETER (mm) | 2.6*300 | 3.2*350 | 4.0*350 | 5.0*350 | ||||
| LISTRIK (Amp) | H/W | 60-80 | 80-120 | 120-150 | 130-180 | |||

Elektroda kasebut yaiku kabel inti nikel, elektroda wesi grafitisasi sing kuwat.
Nalika welding, weldment ora bisa preheated.


Nduwe karakteristik kekuatan dhuwur, plastisitas sing apik, resistensi retak sing apik lan gabungan sing apik karo logam dasar.











-
China Science & Technology Co., LTD. 20 yuta ton / taun proyek panyulingan lan integrasi kimia
-
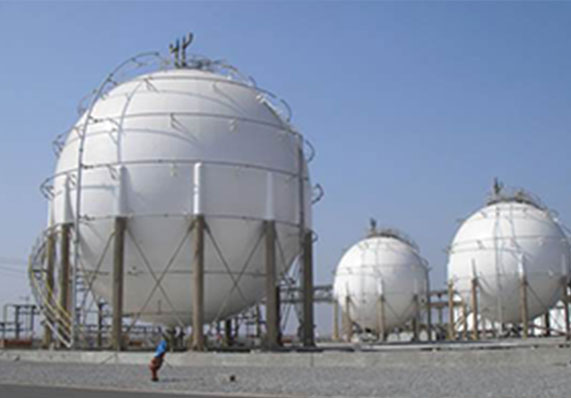
Bahan welding kanggo wadhah
Shaanxi Pucheng -50 ℃ proyek tangki bola propana

KOMPONEN KIMIA:
| ALLOY (wt%) | C | Mn | Si | Cr | Fe | Al | Cu | P | S |
| ATURAN GB/T | 2.00 | 2.50 | 4.00 | 45-60 | Margin | 1.00 | 2.50 | - | 0.03 |
| ATURAN AWS | 2.00 | 2.50 | 4.00 | 45-60 | Margin | 1.00 | 2.50 | - | 0.03 |
| NILAI CONTOH | 0.59 | 0.26 | 0.93 | 55.1 | 42.8 | 0.18 | 0.03 | 0,023 | 0.005 |
PROPERTI MEKANIKAL:
| PROPERTI | KEKUATAN PENGHASILAN (MPa) | KEKUATAN EXTENSION (MPa) | NILAI IMPAK J/℃ | ELONGASI(%) | ||||
| ATURAN GB/T | - | - | - | - | ||||
| ATURAN AWS | - | - | - | - | ||||
| NILAI CONTOH | - | - | - | - | ||||
PARAMETER WELDING REKOMENDASI:
| SPESIFIKASI DIAMETER (mm) | 2.6*300 | 3.2*350 | 4.0*350 | 5.0*350 | ||||
| LISTRIK (Amp) | H/W | 60-80 | 80-120 | 120-150 | 130-180 | |||


Tulis pesen sampeyan ing kene lan kirimake menyang kita